3D Printing
Table of Contents
Problem Statement and Recommendations
Appendix A - Example Self-Service Usage Policies
This guide highlights some of the choices in deploying 3D printers into maker spaces, and in more formal fabrication spaces.
| Author(s) | Version | Last Revised | Document Type |
|---|---|---|---|
Greg Charest (Enterprise Architecture), Raoul Sevier (Enterprise Architecture), Stephen Ervin (Harvard Graduate School of Design), Elaine Kristant (FAS School of Engineering and Applied Sciences) |
1.1 |
13-Nov-2019 |
Advisory |
Problem Statement and Recommendation
One aspect of a Harvard education is to enable students to participate in addressing open-ended human challenges. In addition, programs that have strong research faculty can enable an additional component where students and curriculum are informed by research methodologies as well as advancements in science and engineering, thus creating a mind set for innovation and critical inquiry.
3D printing has become a mainstay of ‘maker spaces’ and is commonly used in disciplines such as architecture, engineering, and physics. Harvard University has enabled the use of 3D modeling and printing on a large scale in the Graduate School of Design and at the John A. Paulson School of Engineering and Applied Sciences, and on a smaller scale in the FAS Physics Department, the Wyss Institute, the Ceramics Program at the Allston ArtLab, and projects supported by the FAS VPAL.
3D printing technology has been around since the late 1980’s, but has become much more accessible in the past decade due to patents expiring and the advancement of lower cost and easier to use electronics (i.e. Arduino and similar platforms). The accessibility of lower cost platforms has generated a rapid growth in the advancement of newer 3D printing technologies and materials. Providing this capability can be accomplished in a number of ways, with varying degrees of formality. This guide highlights some of the choices in deploying 3D printers into maker spaces and in more formal fabrication spaces.
With the exception of the most casual and ad-hoc maker environments, particularly if student performance is measured by the use of 3D models, we recommend that deployments of 3D printing capabilities lean towards formal styles of deployment.
Discussion
When to use 3D printing
3D printing represents one of the newer methods of fabricating three-dimension objects. It uses an additive process where a material (typically a polymer but metal is becoming more accessible) is laid down layer-by-layer to build a part. Some classic fabrication methods rely on subtractive manufacturing processes by removing material to create the desired shape out of materials such as wood, metal, plastics, etc. Other additive processes, such as casting and molding, have a higher setup time and/or tooling cost and are better suited towards larger volumes. A key advantage of 3D printing is the ability to manipulate materials in fine detail to represent complex shapes with relatively little production complexity. 3D printing shares limitations with other fabrication techniques such as cost of materials, capital equipment costs, and time to completion. Additional key limitations for 3D printing include the size of the intended model, the characteristics of the materials used, and the overall strength of the part. For small models with complex geometries, 3D printing is an ideal technique.
Types of Deployments
For the purposes of this guidance, we propose two types of 3D Printer deployments:
- Informal Maker Spaces – These facilities provide informal access to 3D printing capabilities. They have scheduled access, but uneven support. Materials may be available through the space but may also be brought in by the users.
- Formal Labs and Fabrication Spaces – These facilities provide tools, materials, and processes aligned to curricula of the school, as well as sufficient production-level reliability and capacity to meet end-of-term demands.
A note about Health & Safety
3D printers generally represent a smaller safety concern than most robotic and fabrication tools, allowing ad-hoc deployments. However, the materials used for 3D printing and post-processing of the parts represent a potential health concern. Each different 3D printing technology has its own health and safety concerns and should be considered prior to scoping out the printers for the environment in which they will be use. For example, the most popular 3D printing process, fused deposition modeling (FDM), is the heating of plastics to a softened state, then extruding it through a nozzle onto a platform in a desired shape, layer by layer. Both the melting and the impact have the potential of releasing gasses and microparticles into the environment. Few studies have been done to determine the appropriate level of concern for different materials, but prudence indicates careful ventilation should be provided. This article sounds a cautionary note.
Table 1 - Common types of 3D printing processes and their safety hazards/concerns Technology Description Hazard(s) Fused Deposition Modeling (FDM)Softened thermoplastic extruded layer-by-layer- Heat
- Postprocessing requires chemicals for some printers
- Microparticles and fumes
Stereolithograpy (SLA)Parts built layer-by-layer using a laser or light to selectively cure photopolymer- Uncured resins can be hazardous to touch/breath/ingest
- Postprocessing requires chemicals
Selective Laser Sintering (SLS)/Direct Metal Laser Sintering (DMLS)Powdered plastic or metal fused together layer-by-layer with a laser and binder- Powdered materials can cause respiratory hazards and explosions if not handled properly
- Requires high heat for sintering process (metals)
- Requires compressed gas cylinders (metals)
- Burnout requires proper ventilation (metals)
Polyjet printingPrints out a layer of photopolymer like an inkjet and then cures the entire layer with a UV light- Postprocessing requires chemicals for some printers
- Uncured resins can be hazardous to touch/breath/ingest
3D Printing Capability Process
The introduction of 3D printing capabilities has followed the usual progression for new technologies; single instances for experimental use, more formalized ‘maker spaces’ for casual use, and ‘fabrication labs’ for operational use of a service. Regardless of the intended scale of use, there are several processes that should be considered when deploying 3D printing capabilities. In general, deployments should consider the most formal deployment capability, consistent with the mission of the organization.
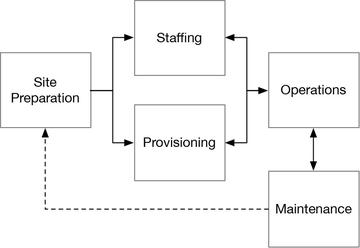
Figure 1: 3D Printing Capability Process Flow Site Preparation
Site preparation includes not only the selection and installation of 3D printers, but also includes providing work surfaces, infrastructure such as electricity and networks, ventilation, and safety shielding.
Staffing
Staffing considerations range from self-service with on-line training guides to formal staffing with trained and certified personnel who can manage the work environment and support students and their projects. Staffing considerations should also include the level of hazards for the machines to be deployed.
Provisioning
Provisioning considerations include ensuring that only approved materials are used, but also that students and staff are fully aware of the site’s standards, policies, and guidelines. Students and staff are also provided guidance on the preparation of model data, use of printer management tools, and techniques for solving problems that arise.
Operations
Operational considerations include ensuring 3D printers and stock materials are being properly used, that access to devices is fairly allocated, and issues that arise are resolved.
Maintenance
Maintenance considerations include site cleanliness, printer maintenance, and waste management.
Table 2: Maker vs. Fabrication Lab Environment Activity Maker Space Considerations Fabrication Space Site Preparation- Assorted printers
- Fewer materials
- Deployment in existing spaces
- Informal setup
- Designed environment
- Aligned to standards and policies
- Focused on health and safety
- Greater quantities and variations in materials requiring inventory management
- Standardized printers
- Limited material choices
- Dedicated space with ventilation and designed infrastructure
Staffing- Lightly staffed
- Informal support
- Formal support
- Regular staff for support and troubleshooting
Provisioning- BYO materials, mixture of printers
- Assorted devices and materials
- Standard devices and materials
- Standard materials vended, standard printers
Operations- First come
- Uneven reliability
- Opportunistic
- Trained staff for better UX
- Predictable access
- Greater reliability
- Use of software packages for print management (queuing/ordering)
- Scheduled jobs, monitoring over long durations
Maintenance- Uneven
- Unpredictable
- Maintained by staff
- More dependable
- Can purchase service contracts
- Routine
Considerations
When considering deploying these technologies, safety must come first. The following recommendations promote a safe and effective 3D printing capability, regardless of the scale of deployment.
General Considerations
Provide guidelines for safe and appropriate use
Users should be prepared to use 3D printers with properly modeled printer code and with proper materials to produce the desired models. To the extent that they interact directly with printers, they should be aware of standard procedures, and know how to contact support resources when issues arise.
Communicate costs clearly
Printing costs vary widely depending on the complexity and size of the model and the type of materials to be used. For example, the GSD has found that PLA plastics has a per-square-foot cost of $26 as opposed to UV-cured resin which has a per-square-foot cost of $748.
Set expectations for access
Expectations around timing of producing models must also be set. For example, GSD has found that producing one square foot model on a Polyjet printer takes about 50 hours, while the same on a Dremel printer takes 100 hours. When considering that students may need to deliver finished models at set times in the school year, access to printing resources must be managed. Post-processing should also be included in the time to receive a part.
3D Printing Specific Considerations
Site Preparation
- Printer site - Consider placing printers on work tables rather than on desks. Larger deployments would benefit from deploying printers on multi-level racks.
- Electrical - Ensure that printer deployments do not overload electrical circuits, and that power distribution, such as power strips, are not overloaded. Professional level machines should be on their own breaker. Look into whether an uninterruptable power supply (UPS) should be used in case of loss of power.
- Network - Ensure that network connectivity is appropriate to very long-duration printing processes, avoiding the prospect of network interruptions.
- Work surfaces - Consider placing tables near the printers in order to avoid contact with printers.
- Ventilation - Consider ventilating the site to ensure any out-gassing is captured and expelled. 3D printing heats plastic to soften it and re-form it into the model. Little is known about the impact of the gasses that are released.
- Waste recycling and disposal processes - Ensure that waste products, including printing scraps and failed models, are managed properly. Some materials, such as PLA and extruded ABS plastic are recyclable. Also be aware of any chemicals or waste from the post-processing step(s).
- Access controls - Consider if casual physical access to printers, such as desk-side deployments, is acceptable. A separate room with managed access may be appropriate for larger deployments.
- Safety controls - Consider surrounding printers with shields, fencing, or enclosures. Protecting the printer mechanisms and models that are in process of being created also protects users and the effectiveness of the printing capability.
- Printer acquisition - Consider only allowing internally sourced printers to be used. This standardizes the printing capability which leads to benefits in procurement, maintenance, and user training. Consider using resellers that work directly with education markets to take advantage of discounts and service contracts.
- Printer deployment - Consider only allowing staff members to deploy 3D printers. This has the benefit of consistent and verified adherence to standards and guidelines, and provides valuable information to the support staff.
Staffing
- Provide staff with 3D modeling software - Ensure staff have a high level of familiarity with the overall 3D modeling process, including experience with 3D modeling software that is likely to be used by the user community.
- Train staff - Ensure staff have clear understanding of all the support processes and tools used to deliver 3D printing capabilities. These would include ‘slicing’ tools, scheduling and printer management tools, notification tools, and physical processes such as separating models from mount plates.
- Certify staff - As printer capabilities, material characteristics, and workflows are updated and evolve, ensure staff have current knowledge through periodic certification.
- Safety requirements - Ensure printer, material, and process safety requirements are prominently presented to ensure a high level of user and staff awareness.
- Device maintenance - Ensure device maintenance requirements are clearly presented to users and staff, including expectations for when maintenance tasks will be performed, and by whom.
- Device troubleshooting - Ensure common troubleshooting tips are prominently displayed to ensure simple tasks can be undertaken by the users, or guide them to support staff.
- Material handling - Ensure there are clear materials workflows that enable the printing process and minimize any cross-contamination.
- Specialty materials - Establish standards for supported materials. Consider separate processes for the use of non-standard materials in order to minimize disruptions to users. Of particular importance is adherence to safety requirements of non-standard materials.
- Specialty devices - Establish protocols for the use of non-standard devices in order to minimize disruptions to users. Of particular importance is adherence to safety requirements of non-standard devices.
Provisioning
- Communicate standards, policies, and guidelines - Even small maker sites will benefit from some degree of formality in delivering 3D printing capabilities. Larger sites, particularly those where uses have production-level expectations, will need to put considerable thought into governance.
- Allowed materials - Consider managing the materials that are used to produce models by being the sole-source of allowed materials. This entails bulk acquisition of materials and distribution by staff to the students. It notably reduces the possibility of use of exotic materials, such as colored plastics with embedded metals, that have unknown safety, health, or maintenance implications.
- Scheduling and access - Consider requiring scheduling software to manage access to printer devices. This would deliver consistent and predictable access to users that may be under pressure to deliver complex models.
- Device-specific settings and techniques - Consider documenting ‘good practices’ guidance for each kind of supported device. This could include strategies for model design to techniques for segmenting models for final assembly outside the printer.
- Provide students with 3D modeling software - Consider providing students with software that is familiar to the staff supporting the printing capability. Interestingly, the 3D printing industry has standardized on STL format files for delivering ‘slice’ information to printers. This allows users to experiment with many different 3D modeling tools with no impact on the printing process, as long as the tool uses the STL file format for printing jobs.
- Register Students - Consider using a registration process to clearly identify the cohort of 3D printing users. This could include registration with printer scheduling and management software such as 3DPrinterOS.
- Train students on print preparation guidelines - Consider developing and requiring users to take training as a pre-condition of registration and use of printers.
Operations
- Validate self-acquired materials - Consider requiring validation that self-acquired materials will not introduce risk to users or the printing process.
- Vend materials - Consider establishing a pay-as-you-go material vending process.
- Enable users to view device usage and schedule access - Consider deploying user accessible printer scheduling and STL file management software, such as 3DPrinterOS.
- Build plate separation of completed jobs - Consider requiring staff to separate completed jobs from build plates, in order to minimize damage to models from this critical process.
- On-site Staff - Ensure sufficient scheduled staff to provide access, provisioning, job management, and support/troubleshooting of student activities
- Staff Office Hours - Consider defining staff office hours for more in-depth support and troubleshooting.
- Consolidated (wiki) documentation and guidance - Consider consolidating multiple sources of documentation and guidance through the deployment of a ‘gateway’ site that links them all together.
Maintenance
- Routine printer and site cleanup - Ensure there is a clear expectation that the printing site is periodically cleaned. This would include the printers themselves, the work surfaces, and other areas.
- Reorder supplies as needed - Ensure that stock levels of printing materials are assessed routinely, and that there is clear guidance for triggering reorders and the process for doing so.
- Scrap recycling - Ensure that recyclable scrap materials are consolidated for periodic collection. This would include routine scrap from print jobs, but also include failed jobs and completed jobs that are no longer needed.
- Device maintenance - Ensure there is a maintenance schedule established and adhered to for each printer. This would include daily maintenance, scheduled maintenance, and volume-based maintenance.
- Exceptional maintenance based on device failures or poor performance - Ensure that poorly performing devices are retired or returned for warranty repairs.
Appendix A – Example Self-Service Usage Policies
The Harvard Graduate School of Design maintains these Usage Policies for self-service 3D printing:
- users may only print on one machine at a time
- users may not print under another users account
- users may not print files for a project that is not their own
- users may not have more than 1 job in a queue at time, if a job is ‘printing’ users may not queue a new job until their print has finished.
- builds that fail after 6 hours are considered ‘complete’, users may not resend the failed build immediately on the same machine
- users may not print successively on the same printer
- users may not send builds longer than 48 hours
- users have 30 minutes from the time staff cancels a failed build to address it, this will usually be accompanied by an email.
- users may not cancel prints that are not their own unless it has very clearly failed after printing for 6 hours (suggestion: send a photo to 3Dta@gsd.harvard.edu for verification)
- failure to follow these policies may result in cancelled prints and loss of access at Lab Staff Discretion
Online Queue Submission Rules
Online submission files may be rejected for the following reasons:- file size exceeds 25mb
- part features and wall thickness are under 1/8″
- print time is excessive (during finals total print time is limited to 12 hrs. per user)
- jobs submitted by one user on another’s behalf
- When considering deploying these technologies, safety must come first. The following recommendations promote a safe and effective 3D printing capability, regardless of the scale of deployment.
Appendix B - References
- Wikipedia - 3D Printing Overview
- GSD Fabrication Labs - 3D Printers
- GSD Fabrication Wiki - 3D Printing Guidance
- GSD Fabrication Tutorials
- Harvard University Information Technology Strategic Plan
- Harvard University Information Technology Strategic Goals
- Harvard University EHS General Lab Safety
- Georgia Tech Consumer 3D Printer Particle Emissions
